8 février 2023 – Outils coupants
Le fabricant d’outils de précision Horn travaille sans relâche au développement de nouveaux systèmes d’outils et de stratégies de fabrication pour l’industrie des technologies médicales.
Le squelette humain est formé d’environ 200 os maintenus ensemble et déplacés par plus de 600 muscles et d’innombrables tendons. Les organes, muscles, os, vaisseaux et nerfs forment un système intégral dont le fonctionnement est parfaitement synchronisé. Avec 100 000 battements par jour, le cœur pompe plus de 6000 litres de sang dans le corps. Mais que se passe-t-il lorsque le corps humain ne fonctionne plus correctement ou que le squelette subit des lésions ? C’est le point de départ de tous les défis posés à la technologie médicale. Le secteur doit résolument dynamiser son développement. Les exigences posées aux fabricants et donc à leurs sous-traitants ne cessent de croître : toujours en quête de caractéristiques plus petites, moins invasives, plus sûres et compatibles avec une utilisation dans le corps humain. Elles constituent un aperçu du grand nombre de spécificités que les fabricants de dispositifs médicaux doivent prendre en compte au jour le jour.
HORN se voit en mesure de relever ces défis. Des micro-fraises pour la fabrication d’implants vertébraux sensibles en titane aux outils de gorge pour le corps de pompe en aluminium d’une machine cardio-pulmonaire, HORN accroît son savoir-faire en permanence dans le domaine de la technologie médicale.
La technologie de tourbillonnage
La technologie de tourbillonnage témoigne, entre autres, de ce savoir-faire de HORN. Les taux élevés d’enlèvement de copeaux, les longs filetages aux qualités de surface élevées, les profils profonds de filet, les copeaux courts, les filetages à filets multiples et les faibles sollicitations d’outils sont les atouts principaux du processus de tourbillonnage.
Néanmoins, malgré́ ces avantages, l’utilisateur doit aussi relever des défis techniques. Un aspect important est celui des matériaux utilisés pour les vis à os. Les plaquettes pour le tourbillonnage sont soumises à des sollicitations très élevées lors de l’usinage du titane, des aciers inoxydables et autres superalliages. Pour prévenir l’usure des arêtes de coupe et assurer un volume d’enlèvement de copeaux élevé́ ainsi qu’un temps d’usinage très court, les fabricants d’outils sont tenus d’optimiser et de perfectionner, sans relâche, les outils et les procédés utilisés.
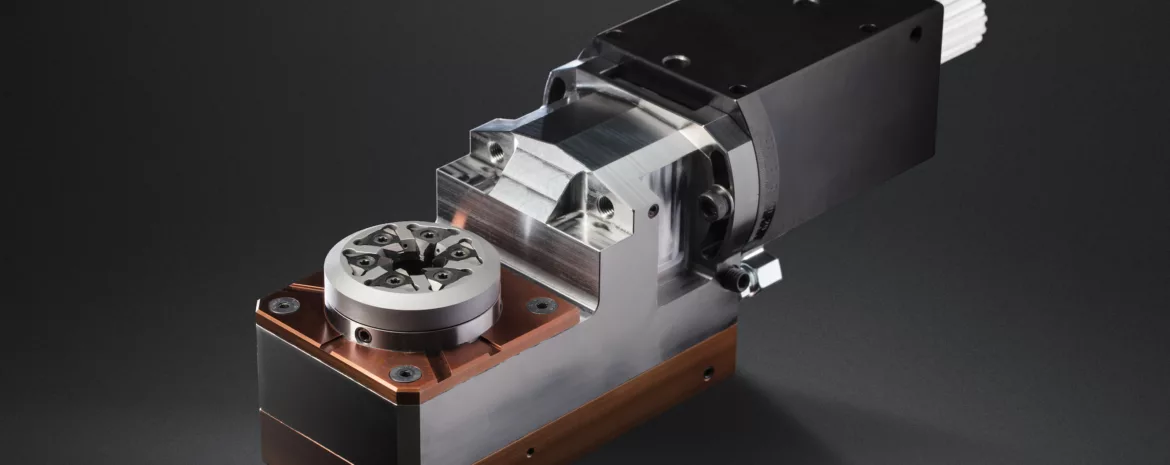
Le tourbillonnage Jet de HORN est un système avec une alimentation interne en liquide de coupe. Il se caractérise par de longues durées d’utilisation, moyennant l’arrosage direct des arêtes de coupe. En outre, conjugué à un appareil de tourbillonnage stable, le système permet d’obtenir des qualités de surface optimales sur la pièce et réduit le risque d’accumulation de copeaux entre les plaquettes de coupe. La qualité́ de surface joue un rôle majeur dans la fabrication des vis à os. Toute crevasse ou bavure peut constituer un foyer de germes.
Mortaisage de six pans creux
« La fabrication d’un six pans en titane est relativement simple par brochage. En chrome-cobalt, le brochage en série est difficilement possible en raison de la résistance élevée, l’usure de l’outil est de surcroît très importante », explique un utilisateur de technologie médicale.
Face à cette problématique, les techniciens HORN ont proposé de fabriquer un six pans par procédé́ de mortaisage. Ce procédé offre une grande précision et une sécurité́ de process élevée, car la géométrie de coupe et le substrat en carbure s’adaptent facilement au matériau à usiner. Les premiers essais ont rapidement apporté la solution escomptée. « Grâce à l’outil de mortaisage, la fabrication permet des ajustements précis et les surfaces sont excellentes », ajoute l’utilisateur.
Téléchargements
Cliquez sur Image HD puis clic droit « Enregistrer sous ». Pour l’image en BD, clic droit sur l’image du haut.