
. Chrome-Cobalt : le matériau polyvalent qui répond aux exigences
. Hymec, fournisseur leader d’implants orthopédiques, témoigne
Lieusaint, le 16 juillet 2020.
Le Chrome-Cobalt est considéré comme un super alliage : dur, résistant, avec une faible conductivité thermique. Il est ainsi l’un des alliages les plus performants, notamment dans le domaine de la technique médicale. Son usinage impose néanmoins des critères stricts aux outils utilisés. Aussi bien pour ce qui est du résultat que de leur durée d’utilisation. L’entreprise Hymec Fertigungstechnik, basée près de Hambourg et spécialisée dans les produits techniques médicaux, les fabrications individuelles et les petites séries, mise sur les outils HORN pour l’usinage de superalliages. Les outils de précision HORN sont également utilisés pour le mortaisage d’un six pans sur une vis d’implant en Chrome-Cobalt. La collaboration des deux entreprises a permis d’assurer le process de cet usinage difficile.
L’usinage de matériaux high-tech comme les alliages d’aluminium et de titane très résistants, les aciers pour implants et les super alliages tels que le Chrome-Cobalt (CrCo) font partie de l’activité quotidienne de la société Hymec. L’éventail d’activités comprend aussi bien la fabrication d’éléments mécaniques fins et d’éléments complets que le conseil technique en matière de conception, de construction et d’audit qualité.
L’entreprise fondée par M. Veres père en 1972 a su se créer rapidement une excellente réputation de fabricant de haute précision. Cette société est aujourd’hui considérée comme un fournisseur leader d’implants orthopédiques et des instruments correspondants. Sa clientèle du monde entier bénéficie toutefois, non seulement de travaux de qualité en tournage, fraisage et abrasion, mais aussi de nombreuses prestations de services qui accompagnent le processus de création du produit, du conseil technique en passant par la conception jusqu’à une qualité certifiée.
Une collaboration étroite
Depuis 30 ans, Hymec collabore étroitement avec HORN. « La collaboration est excellente parce que nous avons, jusqu’à présent, toujours trouvé une solution économique pour les tâches que nous devons effectuer », explique Tibor Veres, directeur général de Hymec. Le directeur général accorde beaucoup d’importance à la sélection des outils et cherche toujours la meilleure solution pour ses opérations d’usinage. Pour la fabrication d’un six pans dans une vis en CrCo, il a demandé à HORN de lui apporter son soutien technique.
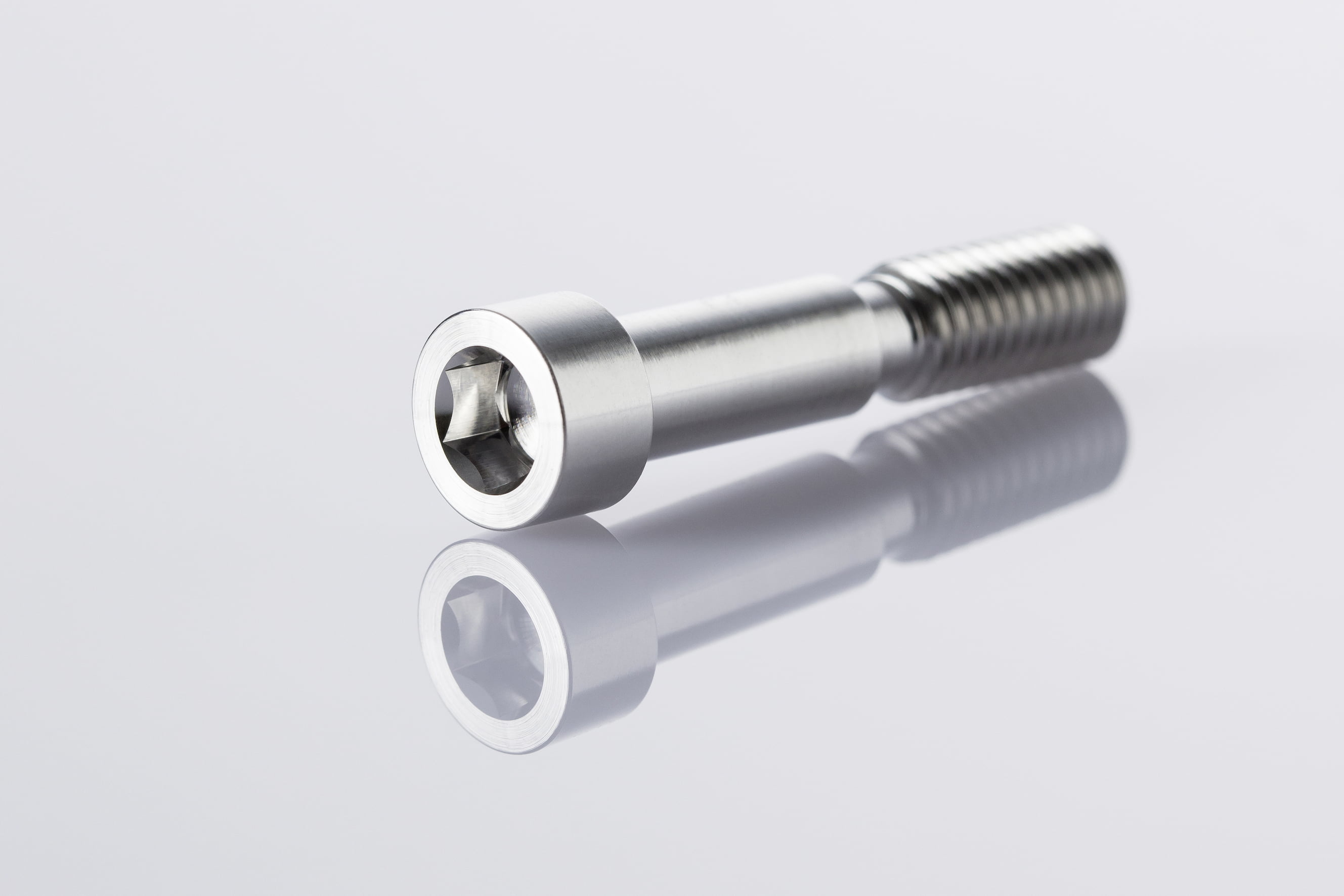
La vis est un implant, elle fait partie d’un élément pour une prothèse de genou. Hymec fabrique les vis dans différentes ouvertures de clé, 2,5 mm, 3,5 mm et 5 mm. Le six pans est fabriqué comme ajustage avec une faible tolérance pour que la vis soit bien placée sur la clé hexagonale lors de l’insertion. En outre, la qualité de la surface doit être de qualité irréprochable, étant donné que la moindre crevasse ou bavure peut constituer un foyer de germes. L’entreprise fabrique près de 5 000 vis de ce type par an.
Le brochage est difficilement possible en série
« La fabrication d’un six pans en titane est relativement simple par brochage. En cobalt-chrome, le brochage en série est difficilement possible en raison de la résistance élevée, l’usure de l’outil est de surcroît très importante », explique Veres. Suite à cette problématique, Thomas Wassersleben de HORN a proposé de fabriquer le six pans par procédé de mortaisage. Ce procédé offre une grande précision et une sécurité de process élevée car la géométrie des tranchants et le substrat en carbure s’adaptent facilement au matériau à usiner. Les premiers essais ont rapidement apporté la solution escomptée. «Grâce à l’outil de mortaisage, la fabrication d’ajustages précis est possible et les surfaces sont très bonnes », ajoute Mr Veres.
Le processus de mortaisage s’articule comme suit : un foret en carbure du système HORN DD perce un alésage de 4,9 mm de diamètre dans la tête de vis. Le foret doté d’un arrosage centre outil provient de la gamme standard avec une géométrie pour les aciers inoxydables. L’angle d’attaque du trou borgne sert lors du mortaisage de zone de sorties ou de zones libres à l’outil de mortaisage. En raison de la faible hauteur de la tête de vis, il n’était pas possible d’opérer une gorge de dégagement comme sortie. L’outil se déplace dans la zone libre pour couper les copeaux à la fin de la surface de la clé sur une trajectoire programmée. Le mortaisage du six pans avec l’ouverture de clé de 5 mm est réalisé par un Supermini de type N105. La profondeur de passe des courses individuelles se situe à 0,02 mm. Lorsqu’une surface est terminée, le mandrin continue de tourner pour attaquer la surface suivante. Le temps de process de l’opération de mortaisage est d’environ deux minutes. Un tour CNC Mori Seiki est utilisé. Le processus de mortaisage s’effectue par le biais des mouvements des axes de la machine.
100 vis par arête
Veres se montre satisfait du résultat : « Les outils sont très précis, une correction est à peine nécessaire après un changement. En outre, la durée obtenue de 100 vis par arête est très satisfaisante. La qualité de surface atteinte du six pans est très élevée et ne nécessite pas de procéder à un traitement de finition de la surface. »
Le matériau Chrome-Cobalt dur et résistant nécessitait d’adapter la géométrie de l’arête, le substrat en carbure, le revêtement, les conditions d’usinage et la lubrification. Les particules dures dans l’alliage ont tendance à former une usure abrasive et à la cratérisation ; en outre, la fabrication à froid de la surface constituait un problème lors de l’usinage. Le tranchant de l’outil est affûté comme pour l’usinage du titane, ne s’arrondit pas, et contrairement à l’usinage du titane, l’angle de coupe est exécuté de manière stable. Un grain très fin résistant sert de substrat au carbure. Le revêtement des outils doit être dur et résistant à la chaleur. La lubrification adéquate de la zone de contact entre l’outil et la pièce est une autre condition préalable à la réussite de l’usinage du super alliage. Par ailleurs, le prix élevé du matériau impose des critères stricts en matière de sécurité de process des outils utilisés.
Matériau pour la technique médicale
Suivant le fabricant, le Chrome-Cobalt est, en règle générale, composé de 50 à 90 % de cobalt, 10 à 30 % de chrome et de composants d’alliages supplémentaires comme le molybdène, le tungstène, le niobium, le manganèse ou le silicium. Le Chrome-Cobalt compte parmi les matériaux les plus performants pour les endoprothèses. Ce matériau est particulièrement approprié pour les prothèses de hanche et de genou. Le Chrome-Cobalt est en outre largement répandu pour les prothèses dentaires. En raison de sa biocompatibilité élevée avec le tissu humain et son absence absolue de corrosion, les alliages en Chrome-Cobalt sont majoritairement utilisés dans la technique médicale.
Avec la mise en œuvre du processus de mortaisage, HORN démontre à nouveau son savoir-faire dans l’usinage de précision de super alliages. Grâce aux travaux de recherche et de développement maison, le fabricant d’outils projette de nouveaux substrats, géométries et revêtements pour l’usinage économique de matériaux à l’usinage difficile. La grande verticalité de fabrication est un avantage et permet à HORN de garder la main mise sur toutes les étapes du processus de la fabrication d’outils, de la poudre au revêtement
Téléchargements
Cliquez sur Image HD puis clic droit « Enregistrer sous ». Pour l’image en BD, clic droit sur l’image du haut.
{kind=link}